


Представляем наши накладные податчики материалов: революционное повышение эффективности обработки материалов.
Представляем наши накладные податчики материалов: революционное повышение эффективности обработки материалов.
Ленточный конвейер, Ленточный питатель на цементном заводе, Устройство для подачи тарелок с фартуком, мобильный бункерный питатель, Поверхностный питатель,
Введение
Поверхностный питательДанная система разработана для удовлетворения потребностей пользователя в мобильном приеме материалов и предотвращении утечек. Производительность оборудования может достигать 1500 т/ч, максимальная ширина ленты — 2400 мм, максимальная длина ленты — 50 м. В зависимости от типа материала максимальный угол наклона ленты вверх составляет 23°.
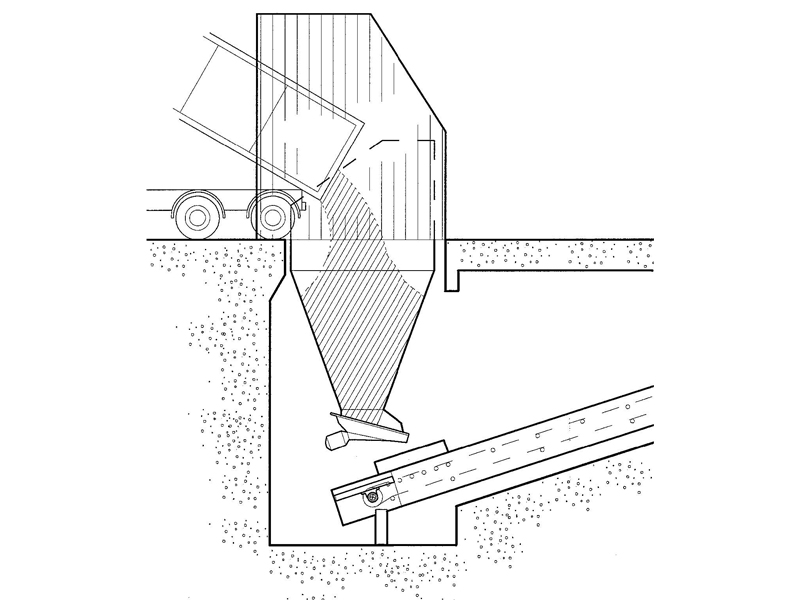
При традиционном способе разгрузки самосвал выгружается в подающее устройство через подземную воронку, затем перемещается на подземную ленту и транспортируется в зону обработки. По сравнению с традиционным методом разгрузки, он обладает такими преимуществами, как отсутствие ямы, подземной воронки, высоких затрат на строительные работы, гибкое размещение, целостность всей машины и т.д.
С функциональной точки зрения оборудование можно разделить на секции параллельной подачи и секции восходящей подачи (в зависимости от конкретной ситуации секции восходящей подачи могут быть также расположены параллельно).
Структура
Оборудование состоит из приводного устройства, шпиндельного устройства, устройства натяжного вала, устройства цепной пластины (включая цепную пластину и ленту), цепи, рамы, перегородки (герметичной кабины), устройства защиты от протечек и т. д.
Независимые подающие устройства обычно оснащаются прямым электроприводом для взаимодействия с редукторами, расположенными параллельно или перпендикулярно валу и установленными на удлиненном валу головки. В специальных областях применения могут использоваться тандемные редукторы или гидравлические приводы.
Операционный
Процесс перегрузки материала из самосвала в устройство подачи пластин состоит из трех этапов.
1. Во-первых, материал наклоняется от самосвала к пластинчатому питателю, движущемуся вперед к ленточному конвейеру. При работе ленточного конвейера материал полностью наклоняется вниз от самосвала.
2. После полного переворачивания материалов самосвал отъезжает, материалы перегружаются в расположенную ниже по потоку конвейерную систему, и входное отверстие опустошается.
3. После отъезда первого самосвала на его место прибывает второй. В течение этого времени пластинчатый питатель транспортирует материалы вниз по потоку, и входное отверстие может принимать новые материалы.
4. Такая операция, цикл и повторение.

Категории товаров
-

Популярная конструкция резинового уплотнителя для труб диаметром 100 мм...
-

Высококачественная китайская горнодобывающая машина для подачи руды...
-
Популярный конвейер с изогнутой лентой большой вместимости...
-

Низкая цена. Продольный портал скотобойни...
-
Разумная цена. Подающие устройства для горных пород большой/средней грузоподъемности...
-

Хорошая репутация среди пользователей благодаря высокой производительности Slewi...




-

Телефон
-

Электронная почта
-

WhatsApp
-

Вершина